Hàn Đắp Kim Loại
6433
- Thông tin sản phẩm
- Bình luận
HÀN ĐẮP KIM LOẠI
HÀN ĐẮP KIM LOẠI LÀ GÌ?
Hàn đắp kim loại là quá trình phủ lên bề mặt kim loại bởi một lớp kim loại bằng phương pháp hàn, có tính chất đặc biệt như chịu nhiệt, độ cứng cao, bền nhiệt, chịu axit.
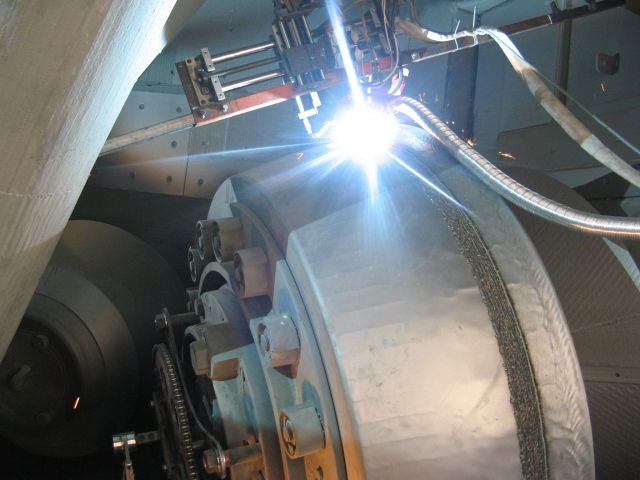
QUY TRÌNH THỰC HIỆN HÀN ĐẮP.
1) Đắp mặt phẳng
- Chuẩn bị
- Xem và nghiên cứu bản vẽ thiết kế để có thể nắm vững các yêu cầu kỹ thuật đối với bản vẽ thiết kế
- Làm sạch bề mặt một cách cẩn thẩn
- Tiến hành quy trình đắp mặt phẳng.
- Lựa chọn que hàn đắp.
- Cắn cứ vào những yêu cầu về độ dày của lớp đắp đẻ lựa chọn que hàn có đường kính thích hợp.
- Điều chỉnh cường độ dòng điện
- Phải điều chỉnh cường độ dòng sao cho đảm bảo que hàn cơ bản có tính nóng chảy và thông thường cường độ dòng điện từ 25 – 30.
- Thực hiện các đường đắp
- Phải phân bố các đường đắp: Khi bắt đầu thực hiện đắp cần phải phân bố đường đắp thích hợp để nhiệt độ trên bề mặt vật đắp tương đối đồng đều. Còn đối với các đường đắp phải ngược chiều nhau phải điều chỉnh để có các đường đắp có cùng chiều rộng.
- Khoảng chồng giữa các đường đắp: Đường đắp sau phải chùm lên ít nhất 0,3 đến 0,5.
- Chú ý: Trước khi thực hiện đường đắp sau, ta cần phải làm sạch đường đắp trước đó.
- Khi thực hiện đường đắp dài nên áp dụng phương pháp phân đoạn hay phân đoạn ngược
- Để giảm ứng suất, sự biến dạng cho vật đắp, trước khi tiến hành đắp ta phải cần nung nóng sơ bộ. Còn sau khi đắp xong thì ta nên xử lý nhiệt bằng phương pháp ủ hoặc ram.

2)Thực hiện hàn đắp mặt trụ
- Hàn đắp mặt trụ có thể tiến hàn theo hai phương pháp như đắp theo đường sin và đắp theo chu vi. Phương phấp hàn đắp theo chu vi tương đối khó thao tác, do vậy mặt trụ thường tiến hành hàn đắp theo đường sin.
- Nguyên tắc của hàn đắp theo đường sin tương tự như đắp mặt phẳng, nhưng khi thực hiện đắp cần phải chú ý các đường đắp phải bố trí đối xứng qua tâm của vật phẩm đắp.
- Khi thực hiện đắp nhiều lớp nên nhớ các lớp đắp sau vẫn đắp theo đường sin, nhưng các vi trí đường đắp sau thường nằm ở khe lõm do từ các đường đắp trước tạo nên.
ỨNG DỤNG CỦA HÀN ĐẮP
Tính chất của lớp đắp quyết định rất lớn đến khả năng làm việc của chi tiết được phục hồi. Do vậy chọn que hàn đắp phải căn cứ và điều kiện làm việc của chi tiết đắp.
Chi tiết máy bị mài mòn chủ yếu do ma sát thì lớp đắp cần có tính cơ lý nhất định thì ta sử dụng que hàn đắp là: thép crom – niken…
Chi tiết máy hoặc dụng cụ làm việc trong điều kiện có nhiệt độ thường thay đổi như nung nóng và làm nguội nhanh nhưng trục cán, khuôn dập, đầu máy búa… thì cần chọn que hàn đắp là: thép crom – vonfram, crom – mangan

Còn tùy thuộc vào điều kiện hoạt động và yêu cầu của lớp đắp mà có thể sử dụng que hàn thông thường hay que hàn chuyên dùng
Khi những chi tiết có yêu cầu chủ yếu là khôi phục hình dạng ban đầu mà không đòi hỏi cao về các đặc tính thì sử dụng que hàn thông thường như que hàn ít cacbon
Trường hợp đắp chi tiết có yêu cầu cao về các đặc tính như làm việc ở nhiệt độ cao, chịu mài mòn, chịu tải trọng động… thì lúc ta sử dụng que hàn chuyên dụng để thực hiện.
LỢI ÍCH CỦA HÀN ĐẮP.
- Chịu nhiệt độ cao.
- Độ bền cứng vững chắc.
- Chống chịu được axit.